Fabrication additive avancée
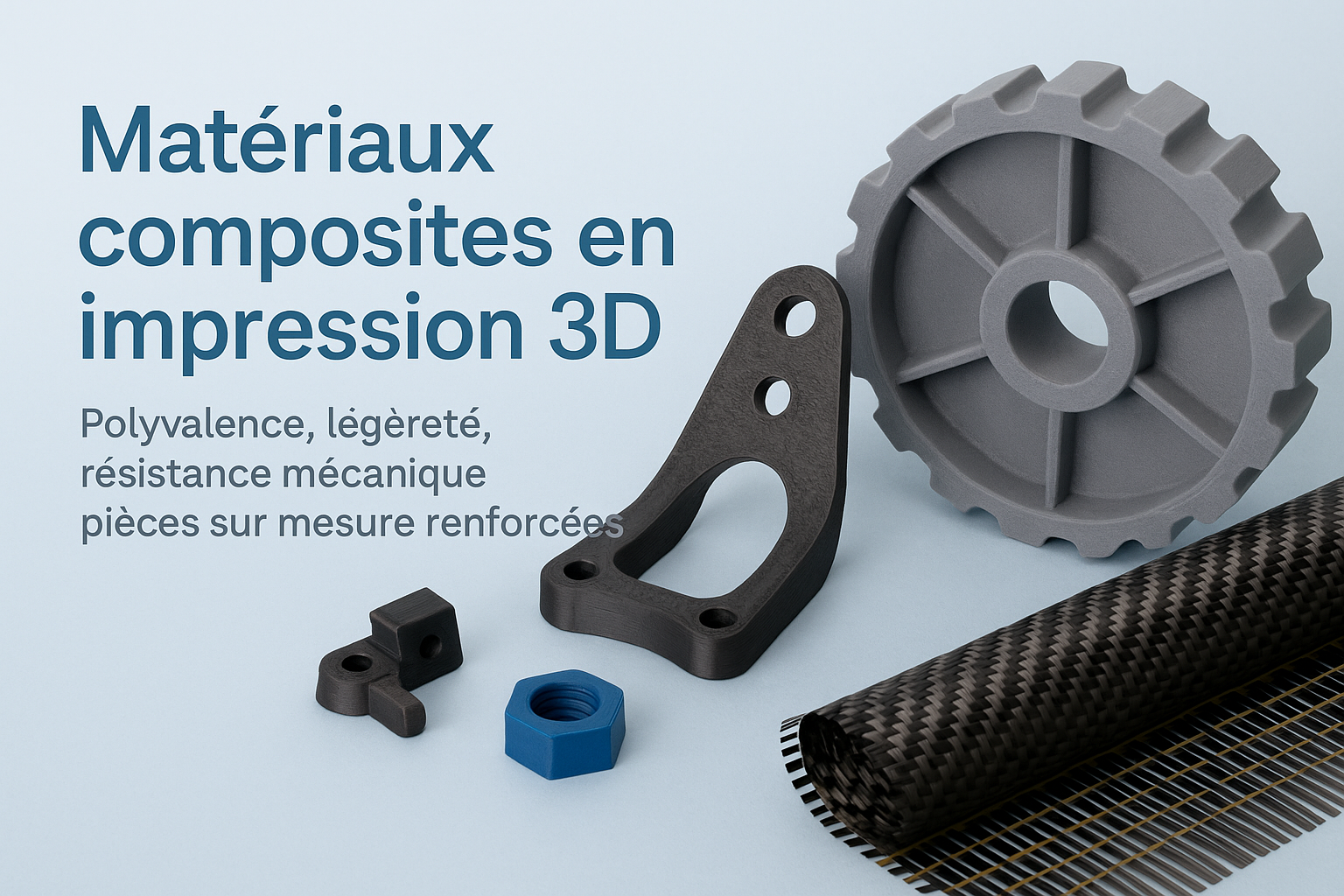
Matériaux composites en impression 3D : performance, rigidité et légèreté
Les composites PA-CF, PA-GF et PPA-CF transforment l’impression 3D en solution de production fiable : module élevé, stabilité thermique, répétabilité. Idéals pour pièces industrielles sur mesure, gabarits & outillages.
Pourquoi des composites en impression 3D ?
Les renforts fibres (carbone, verre, aramide) améliorent la rigidité, la résistance et la stabilité thermique des pièces. Résultat : des composants plus légers à performance équivalente, adaptés à la production (pas seulement au prototypage).
Rigidité / masse
Rapport E/ρ optimisé : outillage portatif, robotique, applications embarquées.
Tenue en service
Stabilité dimensionnelle, meilleure fatigue, T° d’usage plus élevée.
Design to cost
Renforts localisés sur zones critiques pour réduire matière et post-usinage.
Fibres courtes vs fibres continues
Fibres courtes (chargées)
- Compatibles FDM/FFF ; +30–50 % rigidité.
- Abrasivité élevée → buse acier/rubis.
- Bon compromis perfs / facilité d’impression.
Fibres continues (directionnelles)
- Renfort orienté selon les contraintes.
- Performances proches du composite moulé.
- Équipement dédié, coûts plus élevés.
Composites courants & usages
| Matériau | Renfort | Propriétés clés | Applications |
|---|---|---|---|
| PA12-CF | 20–33 % fibre carbone | Rigidité, stabilité, T° d’usage élevée | Gabarits / outillages |
| PA11-CF | ≈20 % | Bonne résistance chimique (SLS) | Petites séries techniques |
| PPA-CF | ≈15 % | Haute température, structure | Environnement moteur |
| PETG-CF | 10–20 % | Impression accessible, bon grip | Supports, posages |
| ABS-GF/CF | 10–20 % | Robuste, économique | Proto fonctionnel |
Bonnes pratiques d’impression
- Buse renforcée. Acier trempé / rubis pour contrer l’abrasion.
- Séchage bobines. Hygroscopiques → caisson sec + pré-séchage.
- Orientation. Alignement couches/infill avec l’axe d’effort.
- Validation. Essais traction/pli ; zones fonctionnelles usinées.
À lire aussi : Prix & facteurs de coût · Pièces industrielles sur mesure · Compatibilité contact alimentaire.
Confiez votre pièce composite à un expert local
Choix matière, renfort, tolérances et post-usins : je vous guide jusqu’à la pièce finie et testée.